�T���N�^������ˇ����Щ���ķN�T���N�^����ĥ��
��x�|�����I�T�칫˾���������T���N�^��������Щ���ķN�T���N�^����ĥ�����ĎN�T���N�^��ˇ���������·֞�6�N�T���N�^�ķ������քe�ǣ����w�T���N�^�����m�φ�һ��������i��N�^�����p���ُͺ��T�취���p������ĥ�N�^����Һ-Һ�ͺ��T�취���pҺ�ͺ��N�^��������ȼ��ĥ�Ͻ��Ѻ���ĥ�Ͻ��T�B����Ŀǰ���ȳ�Ҋ�������w�T����i��N�^���p�����T��ͺ��N�^�������p���ُͺ��N�^����ĥ��
��x�|���T�칫˾�p���ُͺ��N�^�g�Ժã�Ӳ���_��62HRC��5�����a�z��o���Ѵ_������ʹ�ø�Ч��ȫ���|���p���ُͺ��N�^������ʧģ�pҺ�ͺϝ��T��ˇ��һ�Ν��T���͡��N�����ֲ��õͺϽ�䓣��������õ��g�ԣ����ה��ѣ��N�^���ֲ��ø��t�Ͻ𣬾������õ���ĥ�ԣ�����һ�������a��ˇ�������ЙC�ĽY��������ʹ�N�^ͬ�r�M���g�Ժ���ĥ�Ե�Ҫ���ķN�T���N�^����ĥ���˽����T���N�^������ˇ��Ŀǰ����ĥ���N�^��ʹ�÷������N�^߀���p����ҺҺ�ͺ��N�^��
ʹ���p����ҺҺ�ͺ��T�취���a����ĥ�N�^�m��������ʯ��ʯ�������r���Z��ʯ��ú��ʯӲ�|���ϣ����Hʹ�ýY���������p���ُͺ��N�^����ͨ���i��N�^��ĥ�������3-4����

���Ʋ�ُ�߶���ĥ�N�^Ոϵ������13938577897���k�����Ԓ��0371-64383858���N�^ԃ�r�͈D���ɰl�]�䣺1004331216@qq.com���҂��|�������r���������N������ĥ���}���ҹ�˾���a�����t�N�^���Ͻ��ͺ���ĥ�N�^�������ư��N�N�^����ĥ�r�����N�������
�T���N�^������ˇ����Щ��
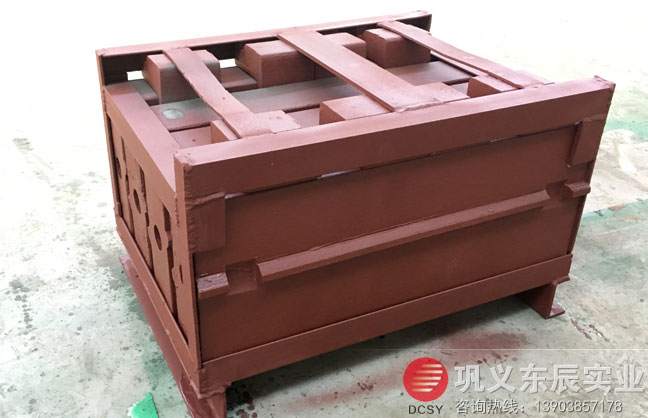
1�����w�T�취
���w�T�취�ַQ��һ�w�T�취���T�����ͺ��۟�����עһ�N�N�^���ϣ����̺�@���T�B�N�^�����i䓺ͺϽ���N�^������һ�w�T�취���a�����H���a�У�����������a�ʣ�һ�w�T�취�ɲ���һ�������T�ķ������a�N�^��
2���p���ُͺ��T�취
�p���ُͺ��T�취�ǰ��N�^���N�����N�˷֞�ɂ����ַքe�T�졣�N�^��λ����Ҫĥ�p��λ�����������ĥ�ԣ��������ϵ��N�˲��ֿɲ��ø�Ӳ����ĥ���ϣ����ǶӲ�|�Ͻ����t�T�F�����˹��s�ɱ�������N�����ֵď��g�ԣ��N������һ����x���С���̼䓻�ͺϽ���T�졣���ԏͺ��T����Գ�ְl�]���N���ϵă������ܣ��������a�ɱ���ͬ�rҲ������N�^��ʹ�É������p���ُͺ��T���N�^������N�^��ĥ���ܺͽ������a�ɱ�����Ч;��֮һ��Ŀǰ���õ��p���ُͺ��N�^��Һ-Һ�ͺϺ�-Һ�ͺϵȷ�����

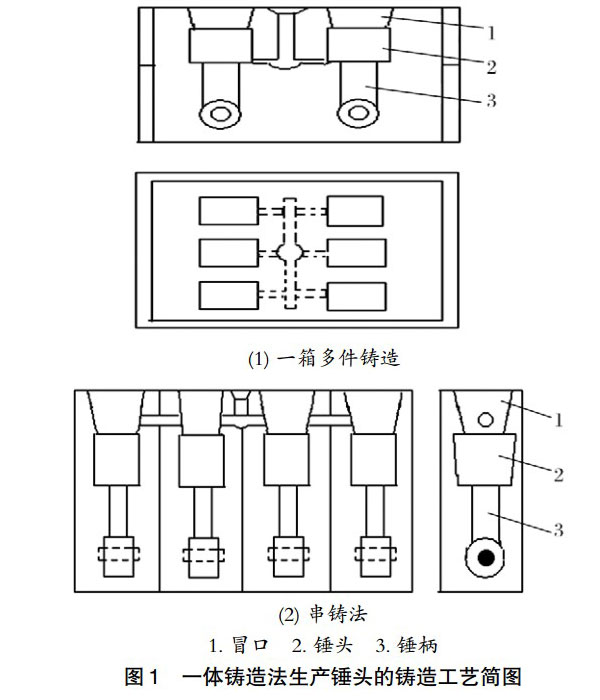
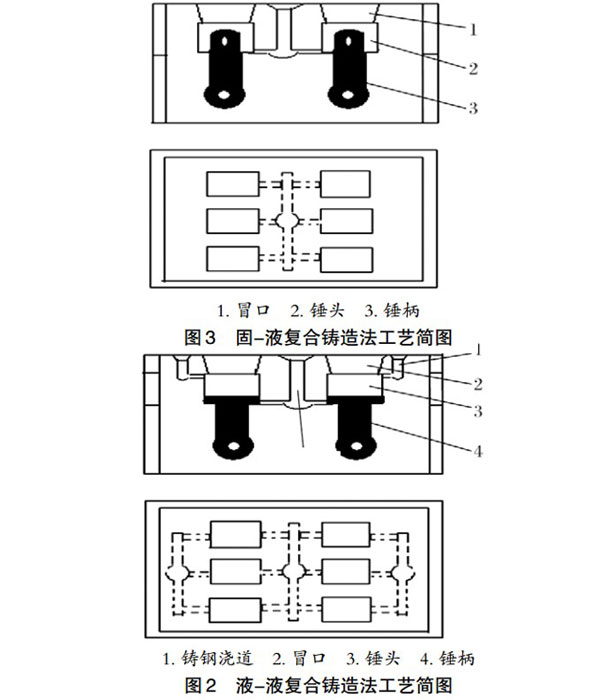
3���p�Ͻ�ҺҺ�ͺ�-��Һ�ͺ��T�취
Һ-Һ�ͺϷ���ͨ�^���w�T��@���N�^���T��r���_�ۻ��tҪͬ�r������ͬ��ұ���ɷN���ٲ��ϡ��N�����ֿ���ZG270-500��ZG310-570���T䓻�Ͻ�䓣��ۻ��r�Һ�ɷ֝M��Ҫ��Ó�����ú��ȝ��ˮ���ȴ�һ���r�g���ٝ����t�T�F���Fˮ����M�^������ð�ڲ��֡�Һ-Һ�ͺϷ����˫@�������T������횇�����Ɲ�ע�ضȺ��Һ��ע��ע�FҺ�ĵȴ��r�g�����ڝ�ע���N����������ע���Һ�����һ����ȵ����̌ӕr�ٝ��Fˮ�����C���_�읲ע���Һ��ʹ��c�FҺ���̺�Y�������á�ֵ��ע����ǣ����t�T�F�c䓏ͺ��T��rһ�㑪�ȝ�ע�N�����ֵ��ˮ������ȝ�ע�Fˮ��һ���ˮ���Fˮ�^�y�@�����õďͺ��棬�ڃɷN���ϵĽY�υ^�O�a���A�������ȱ�ݡ�
�TӲ�|�Ͻ����t�T�F�l�K���Ķ�����N�^��ʹ�É��������w�����ǣ����͕r����ǻ���N�^���ַ���Ӳ�|�Ͻ����t�T�F�l��Ȼ��ע���i��Һ���Ķ����F��-Һ�ͺϡ���Ӳ���^�ߵĺϽ���T�ڸ��i��N�^�^����������Ч����N�^����ĥ�Ժ�ʹ�É�����
4������ȼ��ĥ�Ͻ�
����ȼ��ĥ�Ͻ������÷�����֮�g�ߵĻ��W��������Ԃ������Á��ϳɲ��ϵ�һ�N���g����������һ������ȼ������Ԅ�����δ�����ą^�������ֱ��������ȫ�����Ƃ��Ӳ����ĥ���ϵ�һ�N�·���������ȼ�ϳ���ĥ�Ͻ���з�����ȫ��Ѹ�١����ܺ�ʡ�r�����c���T���^�̲�������ȼ����������Ҫ��ĥ�IJ�λ�ϳ�һЩ��Ӳ�ȵĻ����� (�� SiC��CrB2��)������ȼ�ϳ�CrB2�r�Ԇ��|B��Cr��ԭ�ϣ�Ҳ�������������������ԭ�ϣ�ͨ�^��ĩ��ω��Ƴ�һ�����Π�T��r������Ҫ��ĥ�IJ�λ��ͨ�^��ע����Һ�ğ����ã����ͷ�ĩ��һ���l���°l������ȼ����������Ҫ��ĥ��λ�ϳɸ�Ӳ�ȵĽ��ٻ�����Ķ�����N�^����ĥ�ԡ�Ŀǰ�܉�ͨ�^�T�취�M������ȼ�ϳɵ���ĥ���ϷNܶ࣬�������@�����о��͑����^�٣�������ȼ�ϳ���һ�N�����ĥ��ʹ�É������·�����ֵ���Pע��

5���Ѻ���ĥ�Ͻ�
�Ѻ���ĥ�������چ�һ���g�Բ��ϵ��N�^��λ��ͨ�^�Ѻ�Ӳ�|�Ͻ���ρ�����N�^���ֵ�Ӳ�ȣ��Ķ���߲��ϵ���ĥ���ܡ��Ѻ���ˇ��Ҫ���ںϽ���N�^����ĥ�����ޏ��ϣ����ø��M��D618���l��G35SiMn�N�^�M�жѺ��������L������ʹ�É������Ѻ���ͨ�^���l��Cr��W�ȺϽ�Ԫ���γɸ�̼��Ӳ�ȵ��R���w���R���w���w�ͻ������Ӳ�|�࣬���_����ĥ��Ŀ�ġ��ڸ��i䓻��i��N�^�ޏ��У��ɲ��á�ĸ��+���g�^�Ɍ�+��ĥ�ӡ��ďͺ϶Ѻ��������Ѻ��r����H1Cr21Ni10Mn6�Ⱥ��Ӳ����������g�^�Ɍӣ���D227���l������ĥ�ӣ�ʹĸ�ġ����g�^�ɌӼ���ĥ����g�Y�����ã�ʹ�Ѻ��ޏ͵ĸ��i��N�^��ʹ�É������2-3����
6���T�B��
�T�B��������N�^��ĥ���ܣ����ڱ���ұ���m���ںϽ���N�^�����a���T��r�����и�̼���t���C�F����F�ȵĺϽ��ĩͿˢ���T�ͱ����ϣ�Ȼ��ע�ۻ����ˮ���N�^�����^�������������ʹ�����F�Ͻ��ĩ�ۻ����cĸ�Ľ��ٽY�ϣ����T�������γ�һ����ȵĺϽ��ӣ�ԓ�Ͻ����γ�һЩ�Ͻ�Ԫ�ػ������������߲��ϵ�Ӳ�ȣ��M�����Ʋ��ϵ���ĥ���ܡ��T�B�����������^����һ����ɵģ��cͨ�����õĶѺ�����Ϳ���T�����w�Ͻȹ�ˇ��ȣ����з�����������c����һ���̶���������N�^���ϵı���Ӳ�ȣ�������֮̎�ǣ�����ұ���Ӻ���ܵ������^�̵�Ӱ푣�һ��ͺό�����^�\��
��x�|������������C�N�^Ҫ�����������ϵķN��O����r�x��ͬ�IJ��ϡ������^��K�ȵ����ϣ��������^Ӳ�����������^��r�����x����i䓻��i䓺Ͻ������N�^���ϣ����������^С���������^С�r�����x��Ͻ���N�^��̼��c���t�T�F�ͺ��N�^���Ķ�����N�^��ʹ�É�����
�ͺ��T�취���a����C�N�^��������N�^��ʹ�É��������H���a�пɸ������a�l�����x��Һ-Һ�ͺϻ��-Һ�ͺ��N�^���N�����ֿɲ���̼䓻�ͺϽ���T�죬���鲿�ֿɲ��ø��t�T�F�ͺ��T�졣�ͺ��T�취���������C�N�^ʹ�É�������Ч;����
�T���N�^�r����һ�������T��ˇ��������N�^�����aЧ�ʣ��ƶ��������N�^��̎����ˇ��������ȵ���߲������ܡ�
��x�|���T�칫˾���a���pҺ�ͺ��N�^���ה��ѣ�ʹ�É���������N�^����i��N�^��4��������С��ɰʯ���a���N�^���Q�l�ʸߵ������ИO���Ľ���Ч�棻���ԁ�D���ƣ�����]�ЈD���|����˾�Ќ��I�Ĝy�L�ˆT�������y�L֮���M�ж��ơ���ُ������ĥ�N�^��x�|�������m�Ը��|�����|���՞����Ͽ͑���ĥ���a���ú�䱣�ϡ�
��������x�Ж|�����I����˾http://www.upvg.cn�������݁��ԾW�j�Y�ϡ�����C�N�^��ĥ�����c���칤ˇ�İlչ-��������D�dՈע����̎��
��һƪ�� �ķN���õ�����C�N�^���ܽ�B
��һƪ�� ����C�N�^���|�Ͳ������c