�|����B�p���ُͺ��N�^���g�䷽���ㅢ��
�ܶ�ʯ�ϏS�����T���N�^��ͬ�ж������p���ُͺ��N�^�ļ��g�䷽������p���ُͺ��N�^�_������ĥ���á����y���T���i��N�^�S�������p���ُͺ��N�^�䷽������ʯ�ϏSҲ���˽��p���ُͺ��N�^���g���������N�^�^�࣬���˱��⽛��ͣ�C���Q���͌�����ĥ������C�N�^�������p���ُͺ��N�^�ĺܶ࣬�������T���p���ُͺ��N�^�ďS�Ҳ����࣬�@���м��g�T���ģ���˺ܶ��i��N�^������N�^�S��һֱ�����p���ُͺ��N�^�䷽�������ڌ��ҏͺ��N�^�T�쎟����

��x�|�����I�Ǻ�����������ĥ�ͺ��N�^�T��S��07����Ƴ����p���ُͺ��N�^���|������ĥ�N�^�ڱ��ܺã������N�^���˽��p���ُͺ��N�^���gՈϵ��139-0385-7178 ��������
���y���i��N�^�T䓏S����lչ����ô�����p���ُͺ��N�^�S�ҵ������ߣ���x�|�����@������p���ُͺ��N�^���g�䷽���ㅢ����

�|���Ƚ�B�p���ُͺ��N�^��ô�T�죿
�p���ُͺ��N�^�T�켼�g���̣��N�����ֿ���ZG270-500��ZG310-570���T䓻�Ͻ�䓣��ۻ��r�Һ�ɷ֝M��Ҫ��Ó�����ú��ȝ��ˮ���ȴ�һ���r�g���ٝ����t�T�F���Fˮ����M�^������ð�ڲ��֡�ҺҺ�ͺϷ����˫@�������T������횇�����Ɲ�ע�ضȺ��Һ��ע��ע�FҺ�ĵȴ��r�g�����ڝ�ע���N����������ע���Һ�����һ����ȵ����̌ӕr�ٝ��Fˮ�����C���_�읲ע���Һ��ʹ��c�FҺ���̺�Y�������á�ֵ��ע����ǣ����t�T�F�c䓏ͺ��T��rһ�㑪�ȝ�ע�N�����ֵ��ˮ������ȝ�ע�Fˮ��һ���ˮ���Fˮ�^�y�@�����õďͺ��棬�ڃɷN���ϵĽY�υ^�O�a���A�������ȱ�ݡ�
�p���ُͺ��N�^���g�䷽���������ٷֱȣ���
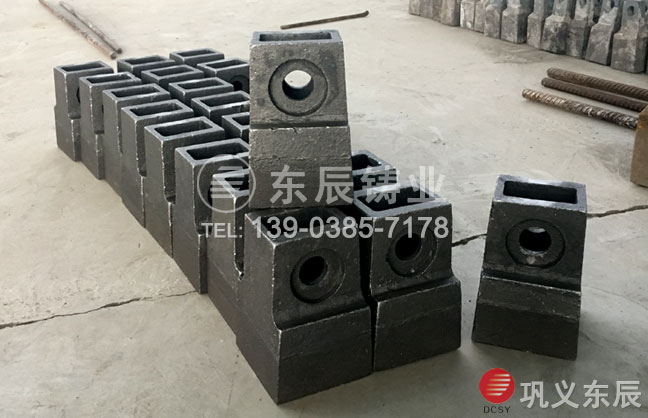
���t�T�F�N�^��̼��3.15�����t��19.3-26�����i��0.81�����裨0.56��������ף�0.04�����C��0.01�����f��1.96�����~��0.98��
�N�����|�ͺϽ�䓣��仯�W�ɷֵ������ٷֱ��OӋ
C��0.35-0.45��Si��0.6-0.9��Mn��0.8-1.2��Mo0.4-0.8��Cr4.0-6.0��Ni0.5-1.0��V��0.3-0.6��N��0.05-0.1��P��0.045��S��0.045��Re����������Fe��
�|���T��S07���Ƴ��ͺ��N�^���v��ʮ���꽛�e�ۣ��p���ُͺ��N�^���g�ѽ��ܳ��죬��ע�ضȺ����ȼ������g���}�Ѻܳ��죬�|��Ը��ԓ�p���ُͺ��N�^���g��Ӗ�����dȤ�Ŀ�ϵ��x�|�����I���p�Ͻ��ͺ��N�^�Dz�ȡ�ɷN��ͬ���ܵIJ��|��һ����ͬ�r���T���͵ĺϽ��N�^���N����λ���|��̼䓻�ͺϽ�䓣����ИO�ߵ��g�ԣ����N�^���ĥ�p��λ�����|����t�T�F��Ӳ�ȸ��_HRC60-63�����C�N�^���г��L����ĥ������ͬ�r�N�^���ĥ�p�����N���Y�ϲ�λ��������ļ��g��ˇ�ͽ�Q���������C�ɷN�����ں����ã���Q����ͬ�к��Ñ�����^�۵Ĕ��ѵĆ��}�����F���N�^�ߏ��ȡ�����ĥ�ĽY�ϣ��˷������_�������ͨ�N�^���a�S���N�^�g���c��ĥ�Ի���ì�ܵ��y�}��
�I�N�^��������x�|����
��������x�|�����Iwww.upvg.cn�����D�dՈע����̎��
���P��x
�ͺ����N�^��ʲô��������������ɰʯ����ĥ�N�^�����t�T�F�ͺ��N�^����ô�������Ă����ӵ�����C�N�^�����ͺ��N�^��ʲô���|��������ʯ�ϏS�Ö|���Ͻ�����C�N�^��
��һƪ�� �����������C�N�^��ʹ�É���
��һƪ�� �N���N�^�����ÿ���ĥ�p̫��